Zašto metalni dijelovi za štancanje uzrokuju kidanje?
Uobičajeni oblici kidanja i iskošenja metalnih dijelova za štancanje. Proces štancanja srednje zaštitne površine konzole je: slepljenje i probijanje-probijanje urezivanje-prirubljivanje oblikovanje-urezivanje-prirubljivanje. Postoje mnogi oblici kidanja i iskošenja tokom procesa formiranja srednjeg zaštitnog površinskog nosača. Dijelovi za kidanje su uglavnom raspoređeni na uzorku rupa obratka, a R luk na uglu bočne stijenke i spoju vrata zida, itd., zbog štancanja i proizvodnje Razlika u uvjetima procesa, proporcija svaki slomljeni dio je drugačiji. Pucanje može biti jednokratno formirano kidanje, ili kidanje uzrokovano nastankom zamornih pukotina, odnosno nevidljivih pukotina.
Analiza razloga: U skladu sa stvarnom situacijom na gradilištu, pregledom položaja kidanja, oblika loma i stepena prignječenja dijela, smatra se da se ponašanje kidanja i iskošenja dijela uglavnom odražava na proces oblikovanja prirubnica. Razlozi za ovaj proces su sljedeći:
1. Parametri procesa formiranja nisu postavljeni. Tokom oblikovanja dijela, proces zahtijeva da matrica, jezgro za presovanje i dva dijela moraju biti usko pričvršćeni jedan za drugi, a plastična deformacija lisnog materijala je prisiljena kada alatna mašina klizi prema dolje. Formirano. Međutim, zbog nedostataka kao što je nestabilna kvaliteta presovanih delova, pokazuje da je pritisak alatne mašine u neuravnoteženom stanju fluktuacije pritiska tokom procesa proizvodnje. Glavni razlog je to što tehničari obrade nisu u ovoj fazi na vrijeme prilagodili pritisak alatne mašine prema zahtjevima oznake procesa, ili nisu međusobno komunicirali informacije o stabilnosti pritiska mašine tokom primopredaje svake smjene, što rezultira lošim kvalitetom dijelova. Stablize.
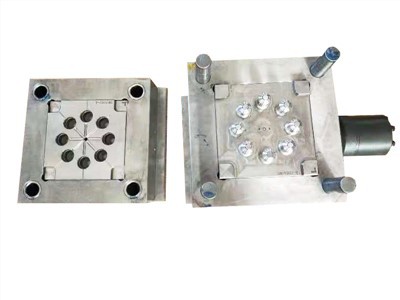
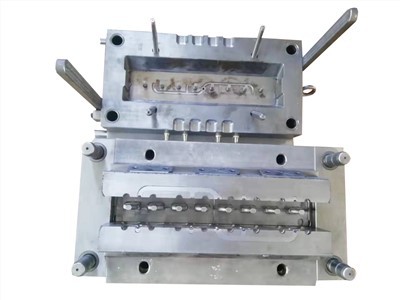
2. Defekti u dizajnu kalupa za oblikovanje prirubnica. Kalup je zajednički za lijevi i desni dio kalupa sa dvije šupljine. Jer sadržaj ovog procesa nije samo prirubljivanje, već i sadržaj oblikovanja oblika. Osim toga, dijelovi su posebno složeni, zakrivljena površina je uska, a zahtjevi oblikovanja su konkavni. Jezgra materijala za presovanje kalupa je u skladu sa površinom za oblikovanje itd., što rezultira velikim hodom formiranja stanja strukture kalupa i malom površinom presovanja. U početnom dizajnu kalupa, dizajner je uzeo u obzir samo karakteristiku male površine slepe površine, ali je zanemario vodeći klizni hod jezgre slepe ploče.