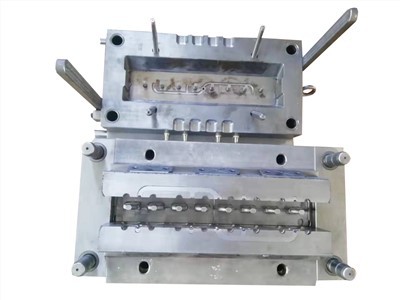
Posebni zahtjevi matrice za štancanje dijelova za štancanje.
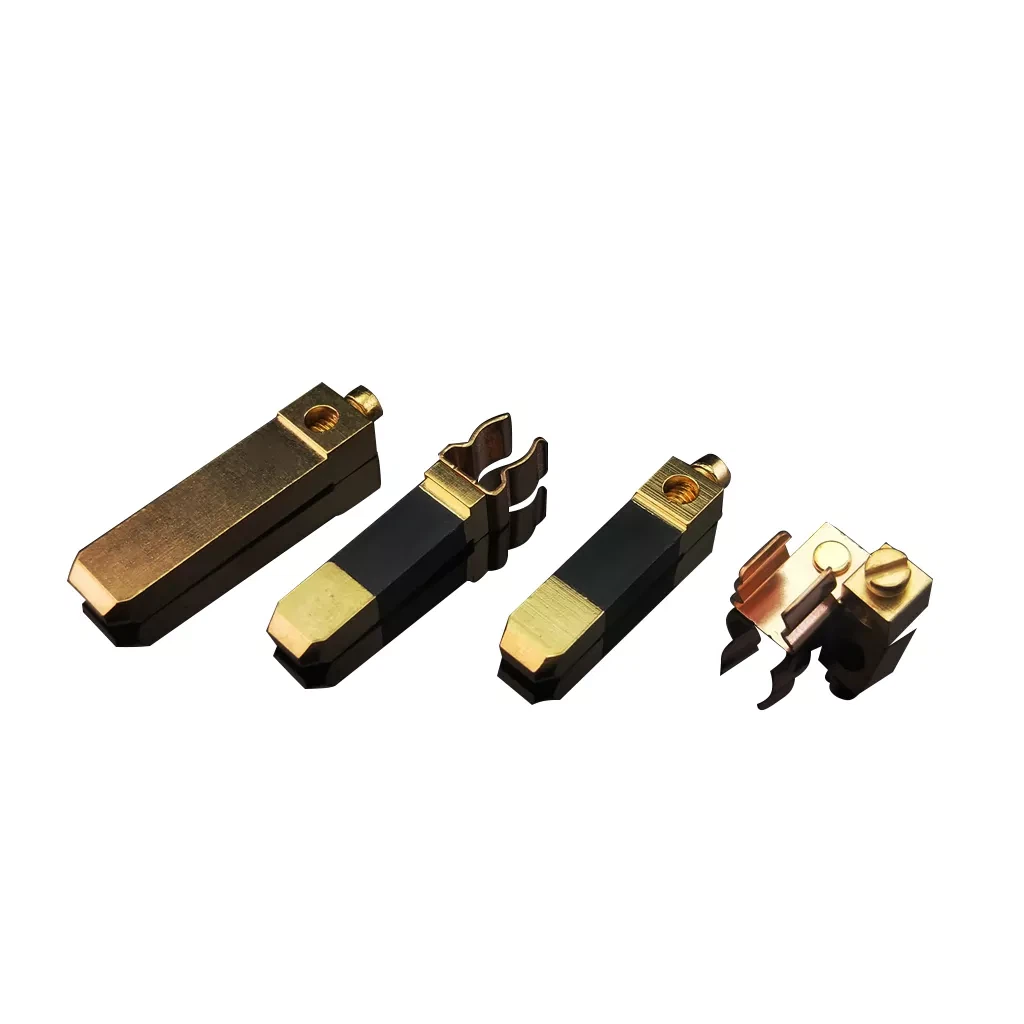
Postoji mnogo delova za štancanje (prekidačsocketilampholder)u našim proizvodima
Uređaj za automatsko ubacivanje je instaliran na metalnu matricu za štancanje kako bi zamijenio ručnu operaciju dodavanja radnika za štancanje. Koristeći kontinuirano štancanje običnog bušilice, može se završiti automatska matrica za žigosanje velike brzine. Mi to zovemo matrica za žigosanje sa automatskim punjenjem. Kada koristite matricu za automatsko utiskivanje za automatsko štancanje, općenito postoje sljedeći posebni zahtjevi:
1. Čelik mora koristiti male čelične trake ili dugačke trake
Za opće kalupe za štancanje, većina nas koristi male materijale sa rezanim pločama, ali ako matrice za automatsko uvlačenje štancanja u brzom štancanju još uvijek koriste male materijale za štancanje, tada je sirovine potrebno često mijenjati, tako da teško je izvršiti automatsko žigosanje. visoke efikasnosti. Stoga je automatska matrica za štancanje pogodna za upotrebu malih namotaja ili dugih traka (više od 10 m). Ako je predmet koji se šalje poluformirani blank, kako bi se poboljšala efikasnost štancanja, potrebno je rasporediti dijelove prije slanja.
2. Unutar kalupa mora postojati precizan uređaj za pozicioniranje
Zbog ograničene preciznosti koraka uvlačenja uređaja za hranjenje pričvršćenog na kalup, može doseći samo ±{{0}}.05-±0,1 mm najviše. Zbog toga se unutar kalupa mora instalirati uređaj za precizno pozicioniranje kako bi se precizno pozicionirao korak uvlačenja uređaja za hranjenje kako bi se osiguralo da tačnost koraka uvlačenja ispunjava zahtjeve.
3. Otpad ili radni komad proizveden štancanjem mora biti u mogućnosti da se automatski isprazni
U stanju kontinuiranog štancanja proboja, nemoguće je i nemoguće koristiti ručni izlaz. Kako bi se osiguralo pravovremeno ispuštanje otpadnih materijala ili obradaka u kalup, potrebno je ugraditi uređaj za automatsko pražnjenje. Osim toga, struktura matrice u matrici treba dati prednost upotrebi matrice nižeg pražnjenja s automatskim izbacivanjem dijela.
Matrice za žigosanje sa automatskim punjenjem općenito imaju sljedeće posebne zahtjeve
4. Dijelove za štancanje treba formirati u kalupu što je više moguće
Nakon što je uređaj za automatsko ubacivanje pričvršćen na kalup za štancanje, troškovi proizvodnje matrice će se povećati. Ako se i dalje koristi shema jednoprocesnog štancanja, efikasnost štancanja će biti efektivno poboljšana. Stoga se dijelovi za štancanje trebaju formirati odjednom u paru automatskih uložaka za štancanje, tako da je brzina štancanja velika, što pomaže da se smanji trošak proizvoda.
5. Razmak hranjenja treba održavati stabilnim